产品简介
内涂覆钢管;内外涂覆钢管
根据内涂层材料的不同分为:聚乙烯涂层钢管;环氧树脂涂层钢管、内环氧外聚乙烯钢管、内环氧外三层结构聚乙烯钢管。
涂塑复合钢管分类
型号编制
产品型号由产品代号、涂覆材料代号、涂覆形式、公称通径、基管类别等组成。
基管类别:焊接钢管,H;无缝钢管,W。
公称通径 (mm)
涂覆形式:内外涂覆,D;内涂覆:省略不标。
内涂覆材料代号:环氧树脂,EP。
自动喷水灭火系统用涂覆钢管。
示例:ZSPT- EPD/150-H表示基管为焊接钢管、公称通径为DN150 mm的环氧树脂内外涂覆钢管。
生产工艺介绍编辑
涂塑复合钢管分为:热浸塑工艺,内外喷涂工艺,滚塑工艺,淋涂工艺,吸涂工艺,熔结缠绕工艺等。
热浸塑采用:流化床浸塑,一次性成膜法。又称涂塑钢管第一代防腐,内外聚乙烯。
内外喷涂工艺:采用静电吸附理论,通过钢管前处理,用喷枪进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢管第二代防腐,内外环氧复合钢管。
淋涂工艺:又称幕帘法,通过盛有粉末的筛子采用淋涂的方式,涂覆在加热后的钢管外壁上。
此工艺可以生产外聚乙烯内环氧复合钢管。又称涂塑钢管第三代防腐。
熔结缠绕工艺:采用热熔结缠绕法,热熔胶和聚乙烯采用挤出机的形式缠绕在加热后的钢管上,发生反应形成三层结构,全称是熔结环氧/挤塑聚乙烯结构防护层。
此工艺可以生产外三层结构聚乙烯内熔结环氧复合钢管。又称涂塑钢管第四代防腐。
要求编辑
外观
涂覆层应光滑平整,无划痕、无裂纹及针孔和粘附异物等缺陷。
钢管外涂覆层应为红色(消防),黑色或灰色(输水)。
涂覆钢管上应有清晰、耐久性标志,标志内容应至少包括:产品型号、基管规格及壁厚、执行标准、生产企业名称或商标、生产日期或批号等。
材料
基管
用于涂覆的钢管的材质、规格和尺寸应符合GB/T3091、GB/T8163、SY/T5037的规定。
涂覆材料
用于涂覆的环氧树脂粉末应符合相应国家标准或行业标准的规定。
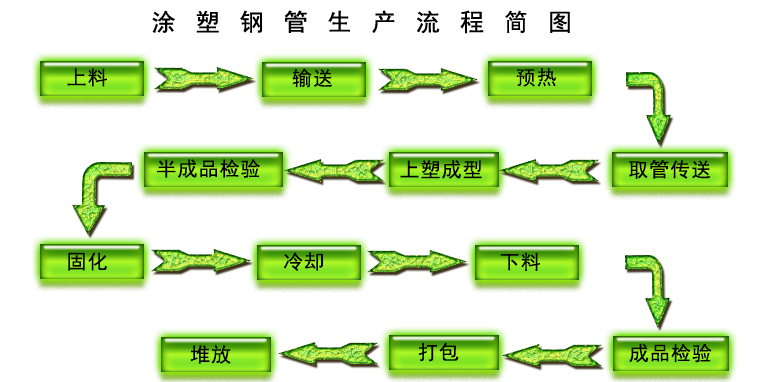
工艺流程
将钢管整齐排列在上料架上,通过链轮输送到烘道进行预热,预热温度300℃,时间15分钟。再次传送到上塑口进行成型。检验后进行固化,自然冷却后下料,再次成品检验后,打包,堆放。
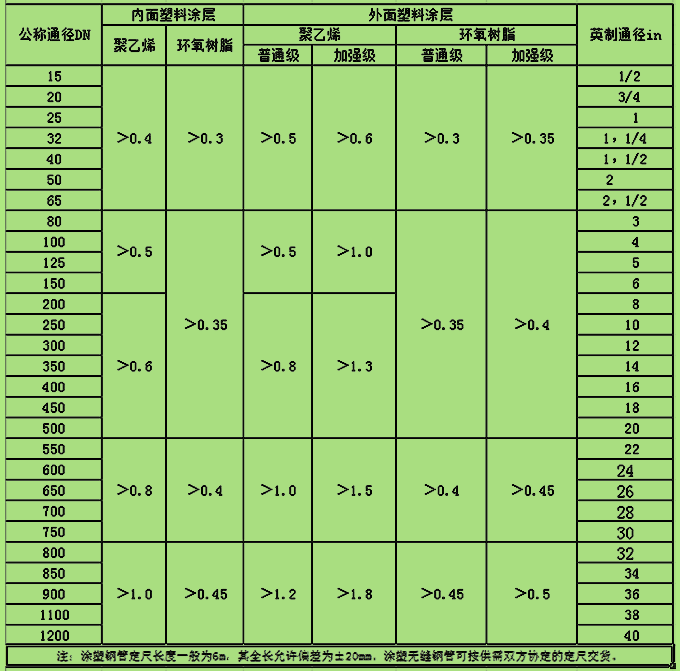
塑层厚度
安装方式
1、丝扣连接;2、法兰连接3、沟槽卡箍连接4.、双金属连接 (特殊领域需要直接烧焊时本公司提供技术 指导)。
参照标准:(CECS125:2001)《建筑给水钢塑复合管管道工种技术规程》――设计、安装、检验、验收。
生产许可
.jpg)